Instantaneous Cutting Force Variability in Chainsaws

1
Department of Agricultural and Forestry Machinery, Faculty of Production Engineering, Warsaw University of Life Sciences-SGGW, Nowoursynowska 164, 02-787 Warsaw, Poland
2
Department of Forest Utilization, Faculty of Forestry, Warsaw University of Life Sciences-SGGW, Nowoursynowska 159, 02-776 Warsaw, Poland
*
Author to whom correspondence should be addressed.
Forests 2018, 9(10), 660; https://doi.org/10.3390/f9100660
Submission received: 12 September 2018
/
Revised: 11 October 2018
/
Accepted: 17 October 2018
/
Published: 22 October 2018
(This article belongs to the Special Issue Forest Operations: Planning, Innovation and Sustainability)
Abstract
:Chainsaws with chipper-type chains are widely used in timber harvesting. While existing research on such saws assumes a continuous cutting process, the objectives of the present study were to determine whether or not that is true, as well as to measure instantaneous cutting forces and active cutting time (the time during which the chainsaw cutters are actually engaged with the wood sample). Tests were conducted on a special experimental stand enabling cutting force measurement with a frequency of 60 kHz. The test material was air-dry pine wood. The feed force range was 51–118 N. The chain was tensioned. The study revealed considerable variability in instantaneous cutting force, which was correlated with the rotational speed of the chainsaw engine, as indicated by frequency analysis. Furthermore, the process of cutting with chainsaws was shown to be discontinuous, and a cutter engagement time ratio was defined as the proportion of active cutting time to the overall time of chainsaw operation when making the cut. It was also found that active cutting time was directly proportionate to the applied feed force and inversely proportionate to the rotational speed of the chainsaw engine. The results may be practically applied to establish an optimum range of rotational speed that should be maintained by the operator to maximize cutting efficiency.
1. Introduction
Despite the increasing presence of high-performance multi-function machines in forestry [1], chainsaws are still widely used in the process of timber harvesting and preliminary processing in many places around the world. This is mostly due to economic factors associated with small harvesting sites, high prices of timber harvesters and other multi-function machines, and terrain conditions preventing the access of large machines [2,3,4,5]. Unfortunately, working with chainsaws entails certain risks and hazards [5,6] and places a considerable physical strain on the operators [7,8,9,10], who are exposed to excessive noise and vibrations [11,12,13]. Also the sawdust produced during cutting, whose amount largely depends on the geometry of cutters (teeth), is detrimental to health [14].
In a chainsaw, individual chain links are connected by means of rivets subjected to tensile force. The fact that those links may deviate from the kerf plane during operation makes the process of chainsaw cutting different from, for example, cutting with circular saws and bandsaws. Moreover, chainsaws are typically powered by one-cylinder two-stroke gasoline engines, which are characterized by variable piston speed during the work cycle. Piston speed is accelerated by the ignition of the fuel mixture in the combustion chamber and slowed down during the compression phase, which translates into variable rotational speed of the crankshaft [15]. This in turn leads to high acceleration forces and the related inertial forces, which are often many times greater than the active cutting forces [16]. This property is a crucial difference in the operation of chainsaws as compared to those powered with electric or hydraulic motors.
According to the classification proposed by Kaczmarek, cutting processes may be divided into continuous and discontinuous [17]. In discontinuous cutting, the cutters periodically engage with and disengage from the material being cut, either removing it or skipping over its surface. Researchers dealing with this problem assumed that if kerf height is greater than the chainsaw pitch then cutting is continuous and each cutter produces continuous shavings [18,19,20,21]. Obliwin et al. [22] reported that variation in cutting resistance was significantly affected by the angular speed of the engine shaft, the number of teeth on the drive sprocket, and chainsaw weight.
Reynolds and Soedel [23] developed a dynamic operator-chainsaw model, which they applied to analyze the forced vibrations of chainsaws attributable to the fact that the slider-crank mechanism of the chainsaw engine is not in a state of mechanical balance. Using that model, Górski [24] found that variability in the instantaneous cutting force of electric chainsaws is attributable to changes in cutting depth caused by chainsaw vibrations.
In turn, in Coermann’s model of the human operator was replaced with a spring and damper system of masses with many degrees of freedom and many free vibration frequencies [25]. Indeed, a human–machine system has a complex dynamic structure, being non-linear, stochastic, and non-stationary with parameters changing over time. Researchers agree that the free vibration frequencies of the operator–machine system depend on the physical characteristics of the operator, posture at work, fatigue, and so on. Therefore, to eliminate these highly changeable and dynamic variables, the chainsaw should be mounted on an experimental stand with known parameters [25,26].
Some researchers claim that the high variability of cutting force arises from the chainsaw cutters passing through successive annual rings [27,28]. However, Gendek [15] found that the frequency of changes in chainsaw cutting resistance corresponded to the engine work cycle. He concluded that the inertial forces resulting from the combustion cycle affected chain tension, thus changing the angle of cutters with respect to the kerf plane, which translated into varied instantaneous cutting force. An important parameter in wood cutting is the feed force applied by the operator, as it has been found to be significantly positively correlated with the cutting rate. According to Więsik [27], the maximum feed force should not exceed the force that is needed to obtain shavings with the thickness permitted by the depth gauge, as greater feed forces lead to an abrupt increase in energy losses in the process of wood cutting.
The objective of the presented study was do elucidate the characteristics of cutting force variability over time to determine whether chainsaws enable a continuous cutting process, or perhaps that process is discontinuous due to cutters disengaging from (losing contact with) the workpiece.
2. Materials and Methods
During tests, the chainsaw was mounted on a special experimental stand shown in Figure 1. The chainsaw used in the study (7) was rigidly mounted on the experimental stand. The wood sample (8) was clamped in a vise (9), horizontally with respect to the chainsaw. Vertical movement of the wood sample was provided by weights of different sizes (13) acting on the vise via a steel rope running through the guiling rollers (10). The feed force could be changed by applying different weight sizes.
Following each cut, the chainsaw was turned off to prepare the wood sample for another test. The following parameters were measured: cutting and feed forces (using piezoelectric sensors) and the rotational speeds of the clutch drum and crankshaft (using induction sensors). The obtained cutting force plots also enabled the determination of actual (active) cutting time.
Measurement accuracy for the parameters was as follows:
- rotational speed ±1 rpm
- feed force Pp ± 3% (measured with a dynamometer prior to cutting)
- cutting force Ps ± 3%
- cutting time as read from the force plots ± 0.0001 s
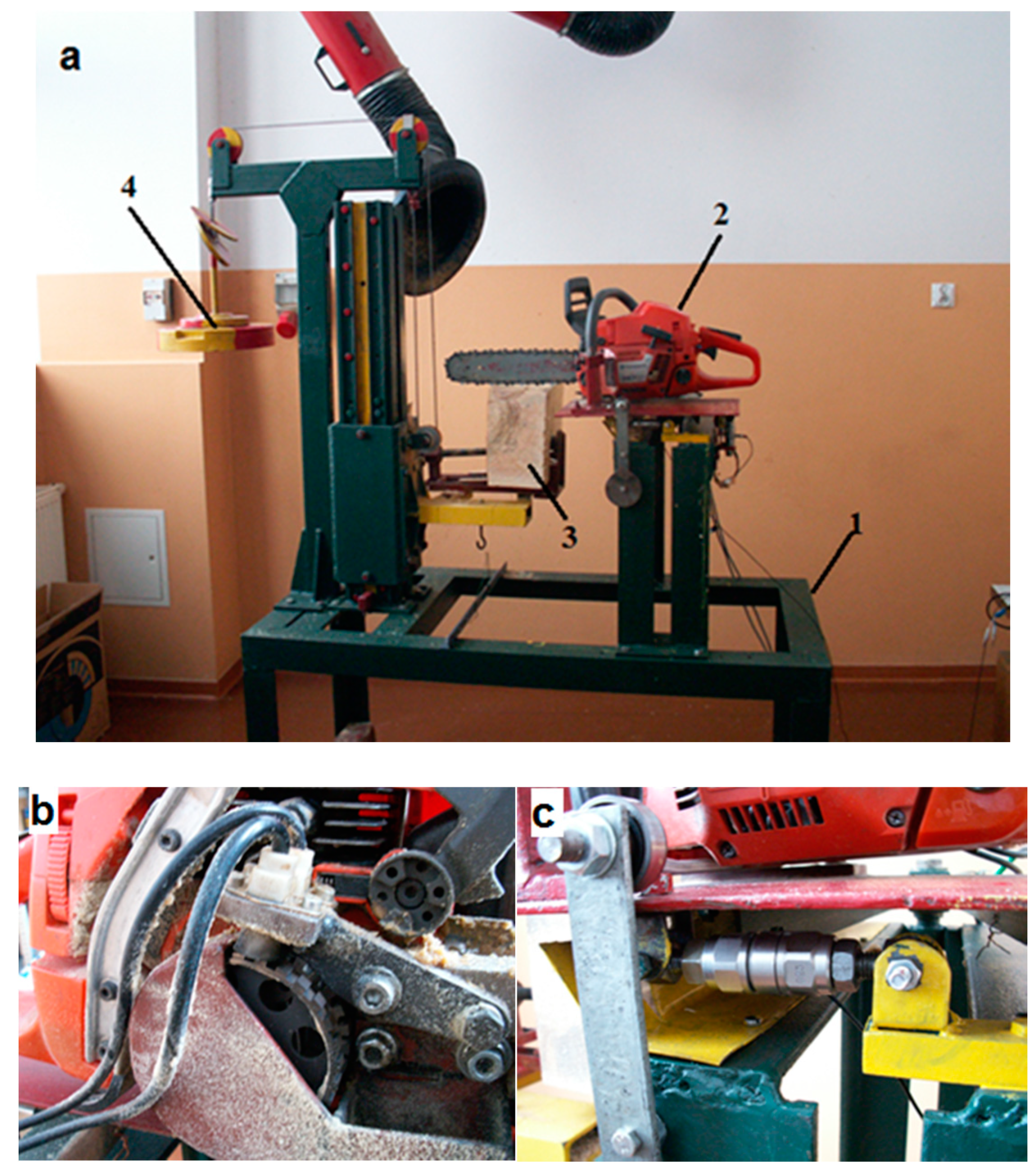
Cutting force was measured at 60 kHz. Such a high frequency was necessary to enable analysis of instantaneous cutting force variability. Real view of the experimental stand is shown in Figure 2.
Data from the sensors were sent to an Esam Traveller Plus measurement bridge. The data were recorded on a computer disc, processed, and analyzed using ESAM 3 software (ESA Messtechnik GmbH, Olching, Germany). Prior to each experiment, the feed force was adjusted using weights. Ten test series were carried out, each consisting of 18 measurements, with the feed force gradually increased within each series. A total of 180 measurement trials were made, which was shown to be a sufficient number by analysis of preliminary results. The feed force range was adopted on an experimental basis. Prior to measurements proper, it was determined below what feed force the chainsaw could no longer cut wood (51 N), which was then used as the lower threshold. Also the upper threshold was established experimentally as the force above which the chainsaw engine choked (118 N). Prior to each test series, the entire measurement setup was calibrated, and prior to each measurement it was reset. If the cross-section of a wood sample revealed a knot, the measurement was repeated on a knot-free segment of the sample.
In order to ensure sufficient accuracy, the measurement system was turned on half an hour prior to the beginning of measurements (in accordance with the manufacturer’s instruction [29]) to warm up the electronic elements and stabilize their parameters.
Five identical brand-new chainsaws were used during the study. They were sharpened after each measurement series. The saws were used alternately to prevent a situation in which the cutters (teeth) would be very worn out at the end of the study as a result of excessive sharpening.
Throughout the experiments, cutter sharpness was monitored by measuring the tip radius of the cutting edge ρ, with the mean values ranging from 8 to 12 μm. This means that the chainsaw was sharp during the tests.
The sharpness measurement setup consisted of a Nikon Alphaphot-2 microscope (PZO Polish Optical Factories, Warsaw, Poland) equipped with an OH 1 halogen illuminator (PZO Polish Optical Factories, Warsaw, Poland) for reflected light observations and with a digital camera. The cutters were imprinted in a lead plate, which was then placed on the microscope table. Images were acquired under 400× magnification. Finally, the recorded images were analyzed using MultiScan Base v. 18.03 software (Computer Scanning Systems Ltd, Warsaw, Poland) o calculate the tip radius.
The moisture content of wood samples was measured by weight loss on drying. The initial and final weight was determined using a Radwag WPS210S laboratory balance (Factory of precision mechanics Radwag, Radom, Poland) with an accuracy of 0.001 g. The samples were dried in a Heraeus UT 6120 laboratory oven (Kendro Laboratory Products, Hanau, Germany) with air circulation. Hardness was measured by the Brinell procedure [30], using a universal tester.
The chainsaw used in experiments was a Husqvarna 357 XP (Husqvarna, Huskvarna, Sweden). According to the manufacturer’s specifications, its cylinder displacement is 56.3 cm3, power—3.2 kW, and weight—5.5 kg without a bar or chain and with empty tanks. The chainsaw was equipped with a 15 inch long guide bar and an Oregon Super 70 (Blount Inc, Portland, OR, USA) full-chisel chain with a 3/8 inch pitch, 1.5 mm gauge, and depth gauges of 0.5 mm. The chain consisted of 56 drive links and 28 cutters (teeth); it had a weight of 0.28 kg and a length of 1066.8 mm. The tensioning of the chain was monitored during the study in the following way: A 20 N weight was hanged halfway underside the guide bar with the expected chain sag of 5 mm. The wood samples consisted of Scots pine (Pinus sylvestris L.) wood with an absolute moisture content of 9.7–12.9% and with a hardness of 31.5–36.8 MPa as determined by the Brinell hardness test for the face of the workpiece. The pine wood was obtained from the Chojnów Forest District, from trees felled in winter time. Sample density ranged from 0.48 to 0.51 g/cm3, with 4 to 8 annual rings/cm.
The overarching concern was to use homogeneous wood samples. The measurements took a long time and it would have been very difficult to maintain very moist wood at the same moisture content over that time. Moist wood would also have been at a higher risk of depreciation. On the other hand, a relatively homogenous moisture content of air-dry wood samples was maintained by storing them in a heated room. Moreover, according to the literature [31], the effect of moisture content on cutting resistance is not very large. In the case of cutting dry wood, the resistance is by approx. 12% lower than that for freshly felled logs. Moisture content and hardness were determined to ensure that the wood samples used in the study were homogeneous.
The wood samples had a rectangular cross-section with a width (B) of 24 cm and a cut height of 14 cm. The cuts were made across the wood fibers, as is typical of logging. At the adopted kerf height, four cutters simultaneously engaged with the wood sample, removing material from the kerf. A preliminary study was conducted to obtain a better understanding of the nature of the cutting process and to design the main experimental part of the investigation.
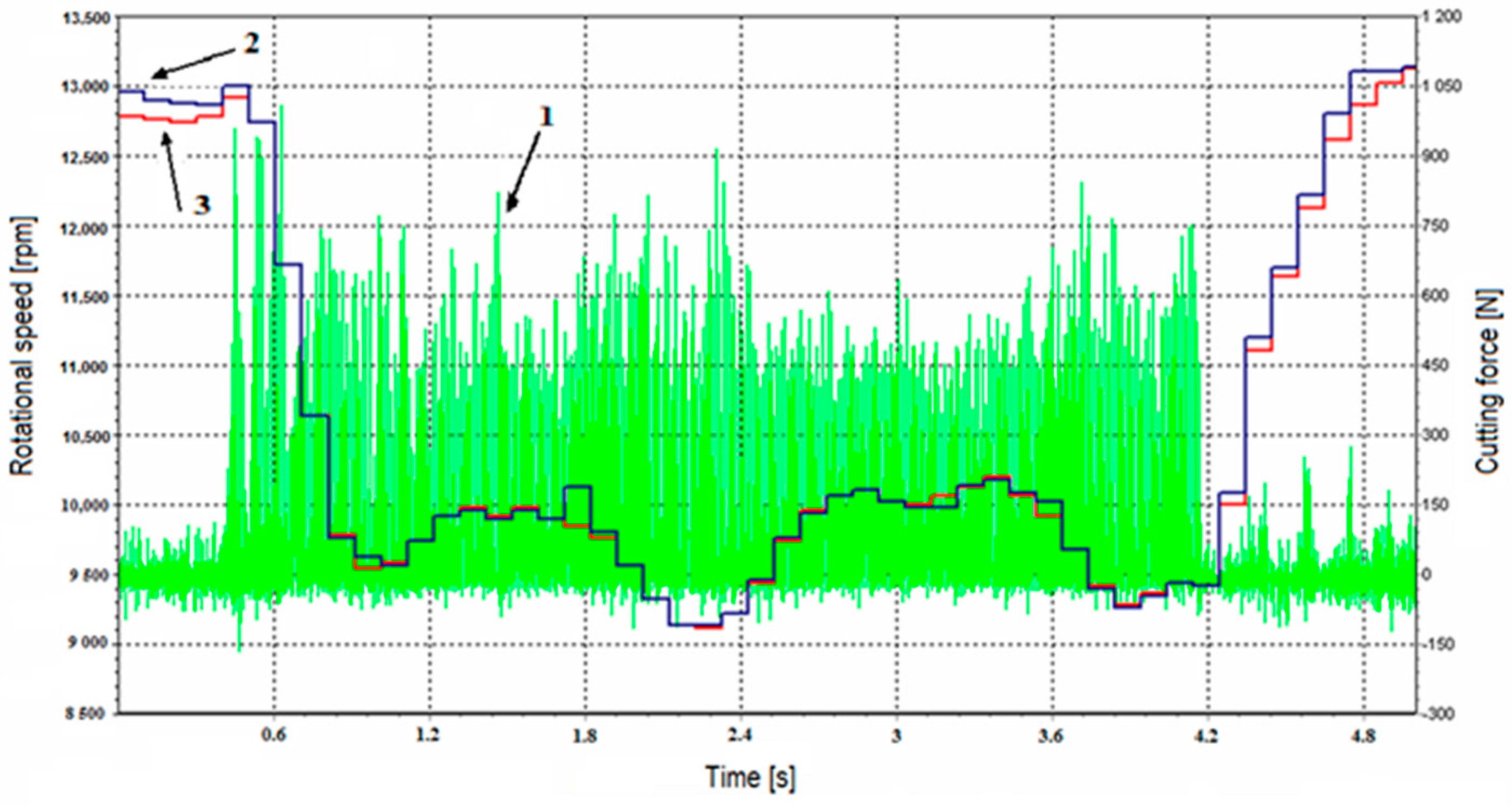
As can be seen, at the outset cutting resistance increases, while rotational speed decreases due to the higher loading on the chainsaw engine (Figure 3).
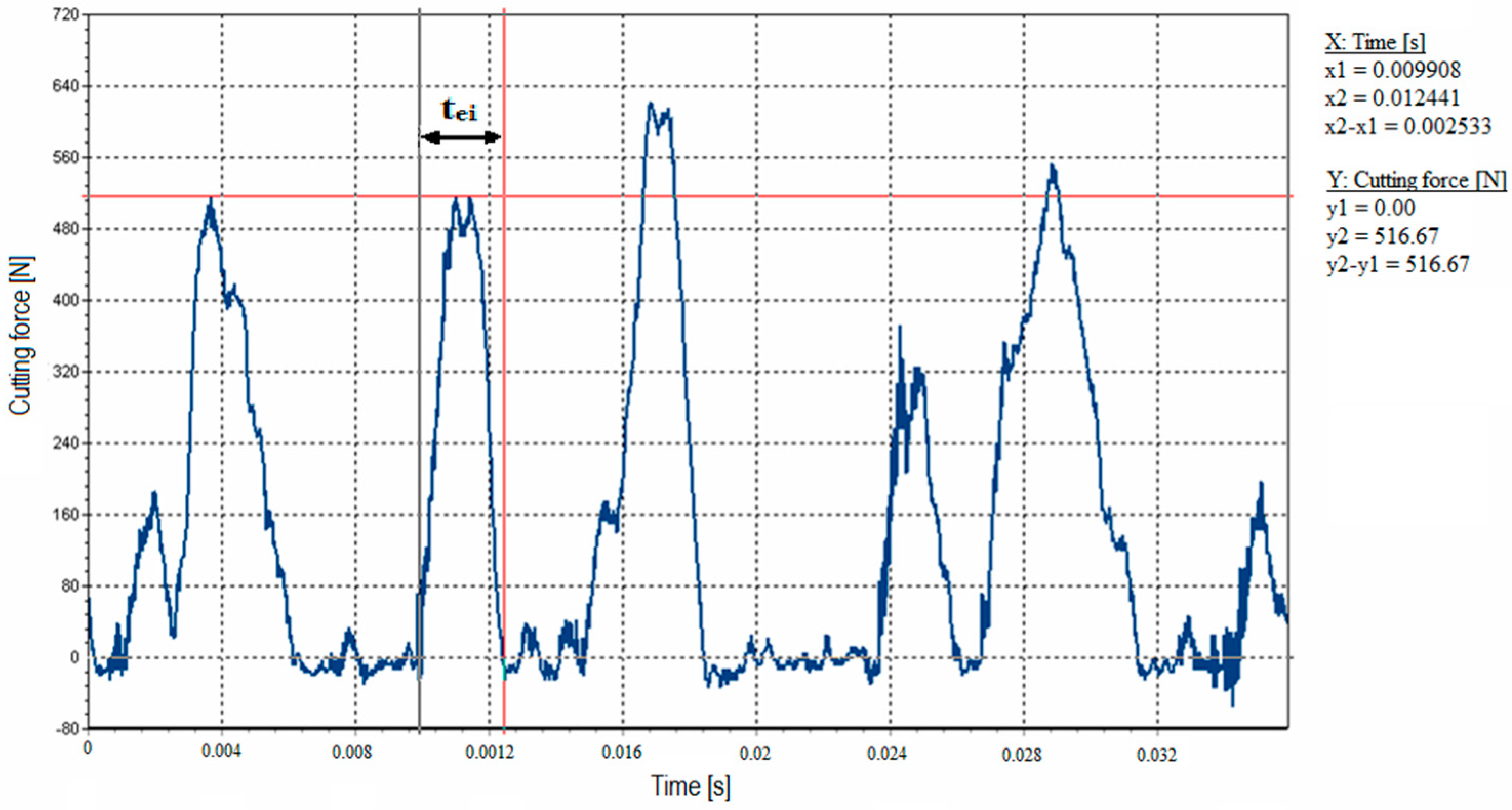
Figure 4 shows a fragment of the cutting force plot with a duration of 0.036 s. It reveals a discontinuous cutting process as at numerous time points the cutting force drops to zero (then of course no cutting occurs). Those time points are followed by an abrupt increase in cutting force, which then again drops to zero after a certain active interval.
Variability in instantaneous cutting resistance is very high; for instance, the duration of the interval, from the moment when cutting force begins to increase to the moment it goes back to zero, amounts to 0.0025 s, which corresponds to the period during which the cutters actually remove some material from the kerf. Over 0.0013 s, the cutting force surges from zero to 516 N, which signifies actual cutter engagement. Subsequently, the cutters disengage causing idle chain movement and a 0.0024 s break in the cutting process. In the case in question, the cutter engagement interval is similar to the idle interval.
During zero cutting force intervals, no cutter engages with the wood. Thus, it appears that all chain cutters which are at a given time inside the kerf engage with the wood simultaneously, and disengage after reaching a certain shaving (chip) thickness h1 in a cyclic process (Figure 4).
The drop in cutting force to less than zero that can be seen in Figure 4 is attributable to the construction of the experimental stand and the force sensors used. As a result of chainsaw vibration in the longitudinal axis, the sensors detected transient pressure applied in the opposite direction. This gives rise to an impression as if the cutting force dropped slightly below zero. This phenomenon is the most pronounced following an abrupt (lasting several ten thousandths of a second) decline in cutting force from an order of 500 N to zero. Obviously, in reality the cutting force cannot go below zero, as this would imply that the saw moved backwards.
As it has been mentioned, in the present study it was assumed that when cutting force dropped to zero, no cutting tooth was engaged with the wood sample. The length of time intervals during which the cutting force was greater than zero was read from the feed force plot and these intervals were summed up for each measurement trial.
Given the above, the cutter engagement time ratio τ can be defined as the sum of all intervals during which the cutters are engaged with the workpiece to the overall time of chainsaw operation while making a cut, as expressed by the following equation:
where:
- —cutter engagement time ratio;
- —time over which chainsaw cutters (teeth) remove material from the workpiece during an individual cutter engagement interval [s];
- —overall time during which a given kerf (cut) area is made [s];
- —number of cutter engagement intervals over time .
The cutter engagement time ratio may be given as a dimensionless value or a percentage of the overall time of chainsaw operation during which the chainsaw cutters (teeth) actually engaged with the wood. Subsequently, regression analysis was used to determine changes in the cutter engagement time ratio, that is, the effects of the applied feed force on the actual cutting time. Also the average individual cutter engagement interval was calculated from the equation:
Statistical analysis consisted of regression analysis. The parameters of the regression function were calculated using the least squares method. The fit of the model was evaluated by analyzing the obtained determination and correlation coefficients. Statistical analysis was done using Statistica 12 software (StatSoft Poland, Cracow, Poland), which was also employed to compute the means and standard deviations of the measured parameters.
To determine whether cutting force variability was affected by factors other than the rotational speed of the chainsaw engine (e.g., the number of sprocket teeth), a frequency analysis of the cutting force signal was performed using the discrete Fourier transform.
3. Results
Table 1 presents the mean values and standard deviations of force impulse duration, distance traveled during a single pulse, and the cutter engagement time ratio calculated for the entire range of feed force.
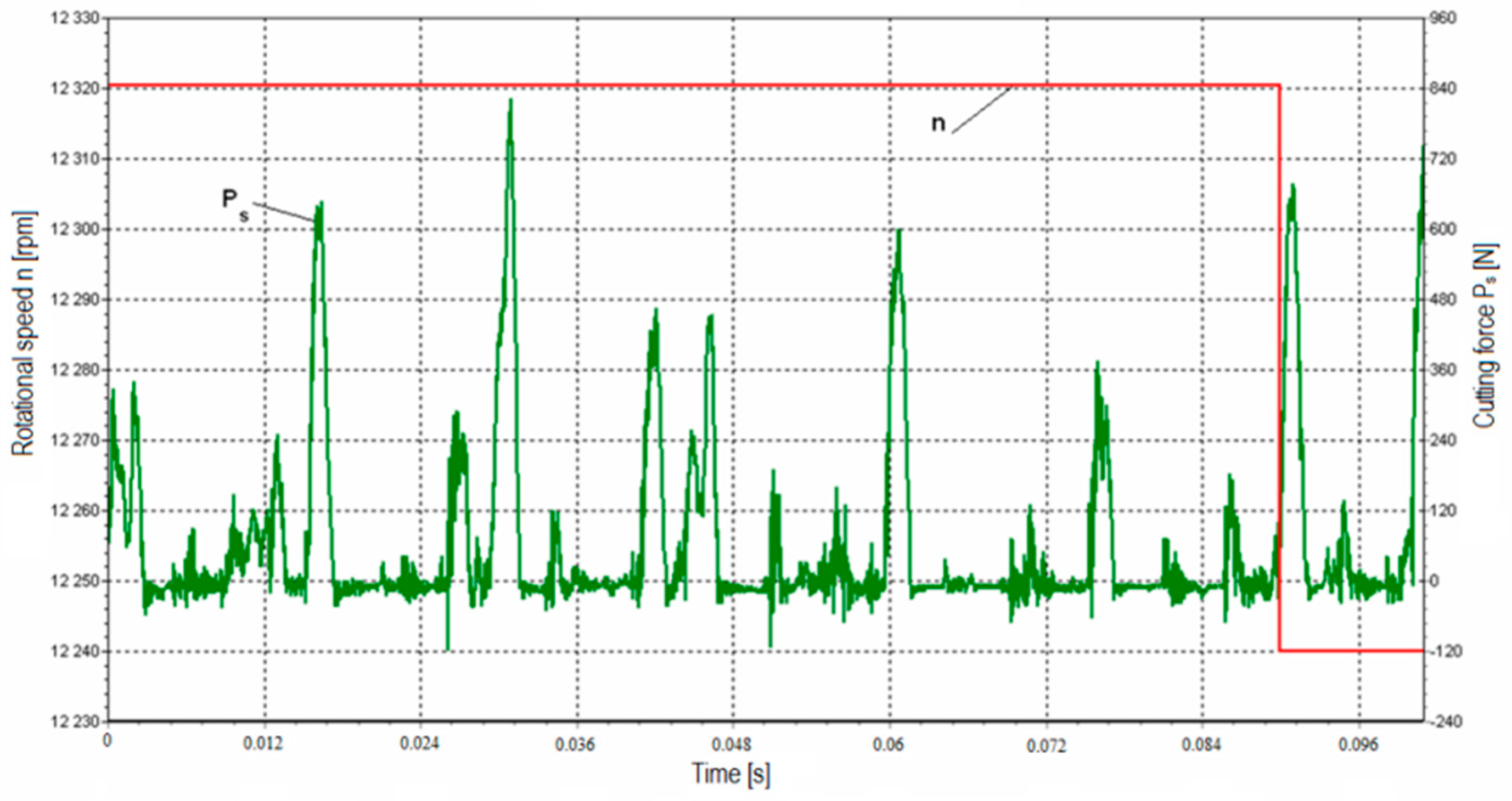
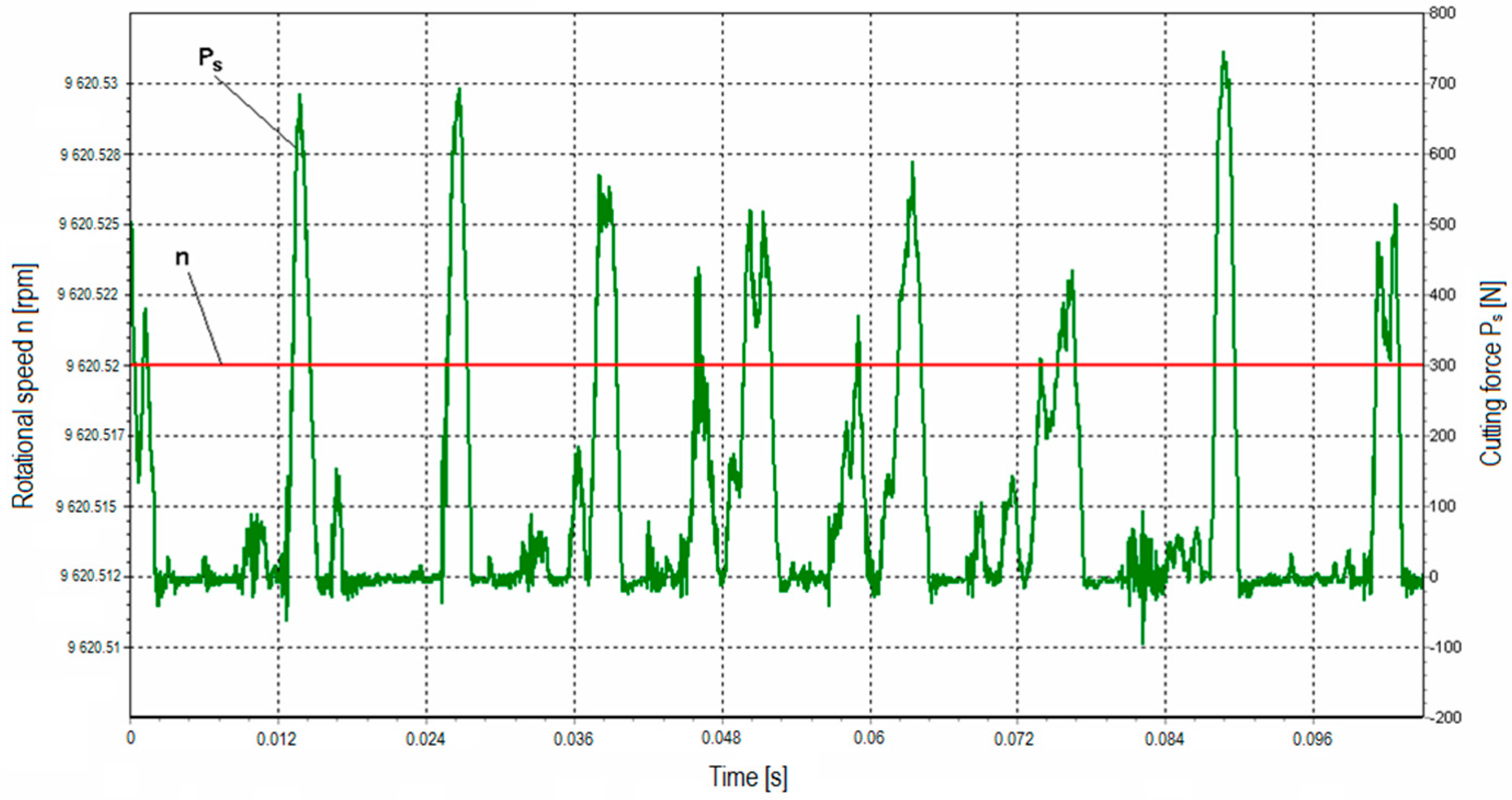
Figure 5 presents a cutting force plot for a relatively low feed force (51 N) and a high rotational speed of the engine (12,240–12,320 rpm). The cutter engagement time ratio τ is 0.29 and the average individual cutter engagement time is 0.0027 s. In turn, Figure 6 shows a plot for a higher feed force (81 N). In this case, the rotational speed of the engine is 9620 rpm. The lower engine speed leads to an increased cutter engagement time ratio (0.47). Also the average individual cutter engagement time rose to 0.0031 s.
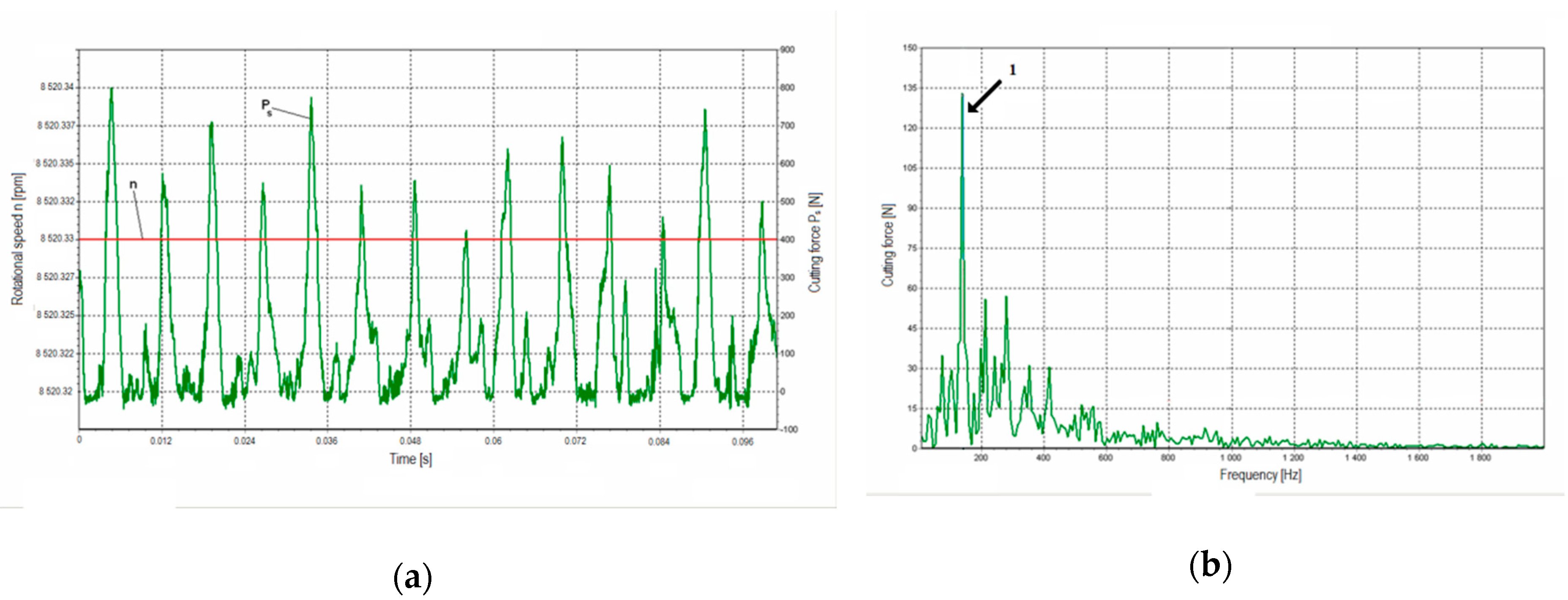
Figure 7a displays a cutting force plot at a feed force of 89 N and an engine rotational speed of 8520 rpm. The cutter engagement time ratio and the average individual engagement interval rose to 0.63 and 0.0036 s, respectively. Figure 7b presents an example of frequency analysis for this feed force. The strongest signal corresponds to the frequency of the engine rotational speed. The same is true for all the examined cases.
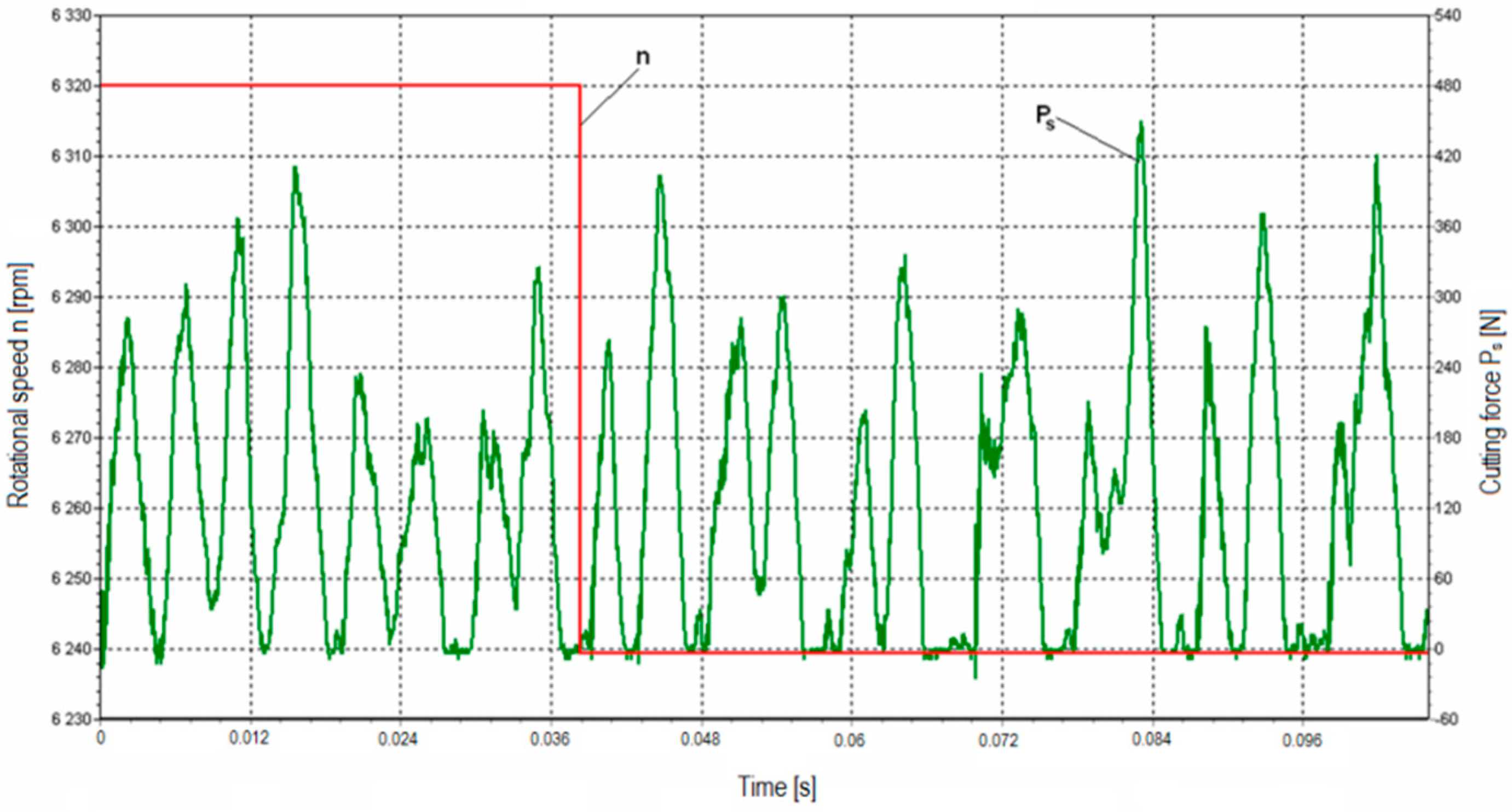
Finally, Figure 8 shows a cutting force plot for a feed force of 118 N. In this case, the rotational speed of the engine is only 6240–6320 rpm and the idle intervals are very short as compared to the active cutting time (0.0788 s). The resulting cutter engagement time ratio is 0.79 with an average individual engagement time of 0.0061 s.
Frequency analysis revealed that irrespective of the feed force, the strongest signal corresponded to the frequency of the engine work cycle (its rotational speed). On the other hand, the signals corresponding to the meshing of the drive links with the drive sprocket and with the bar nose sprocket as well as those arising from the effects of annual rings were negligible.
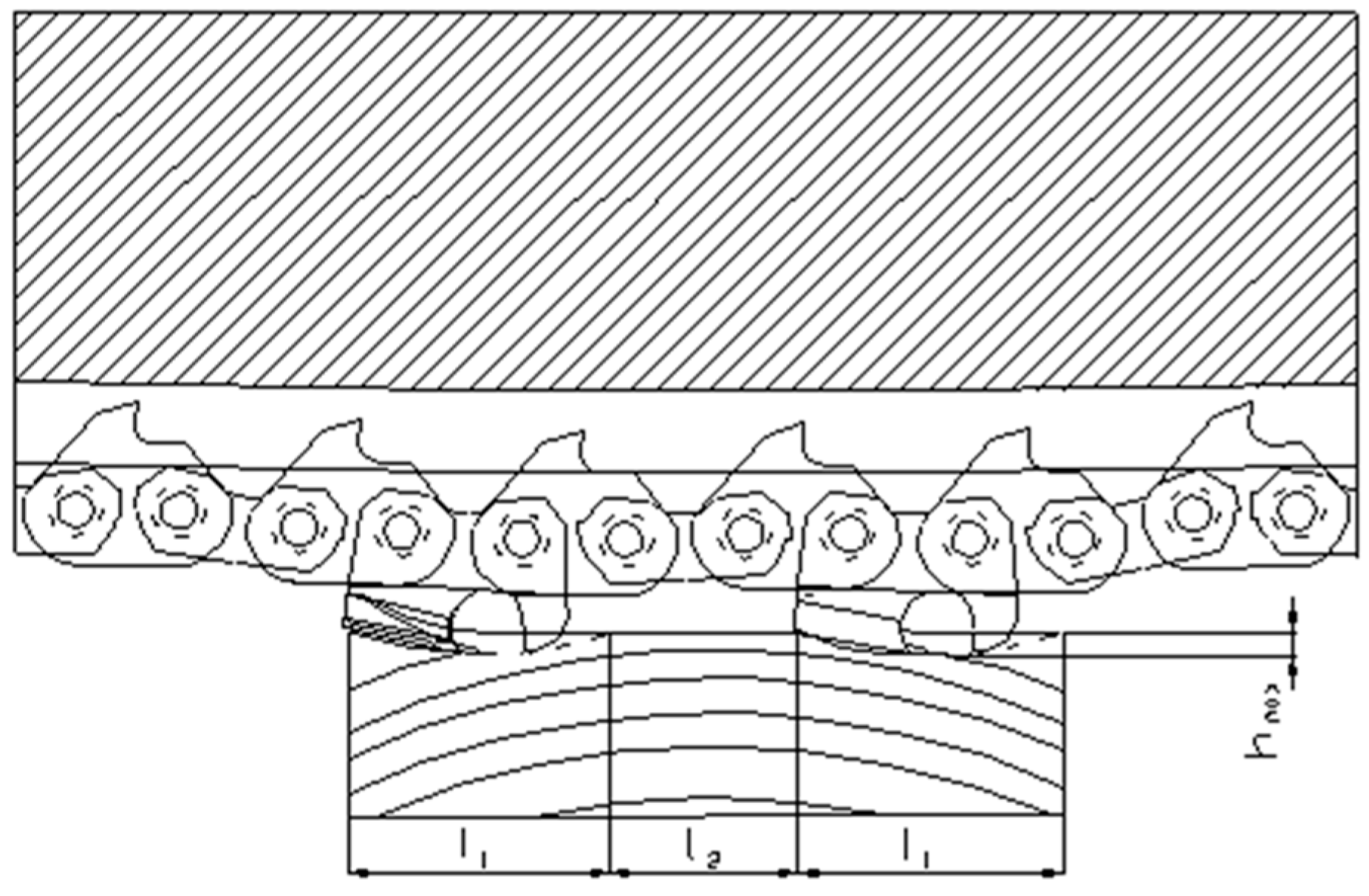
When the cutting force value drops to 0 N, it can be said that during this time, no cutter is cutting wood. On this basis, it is possible to conclude that all cutters in the kerf are penetrating the wood at the same time, after a certain chip thickness—hmax (Figure 9)—has been attained, they move up; it is a cyclical process.
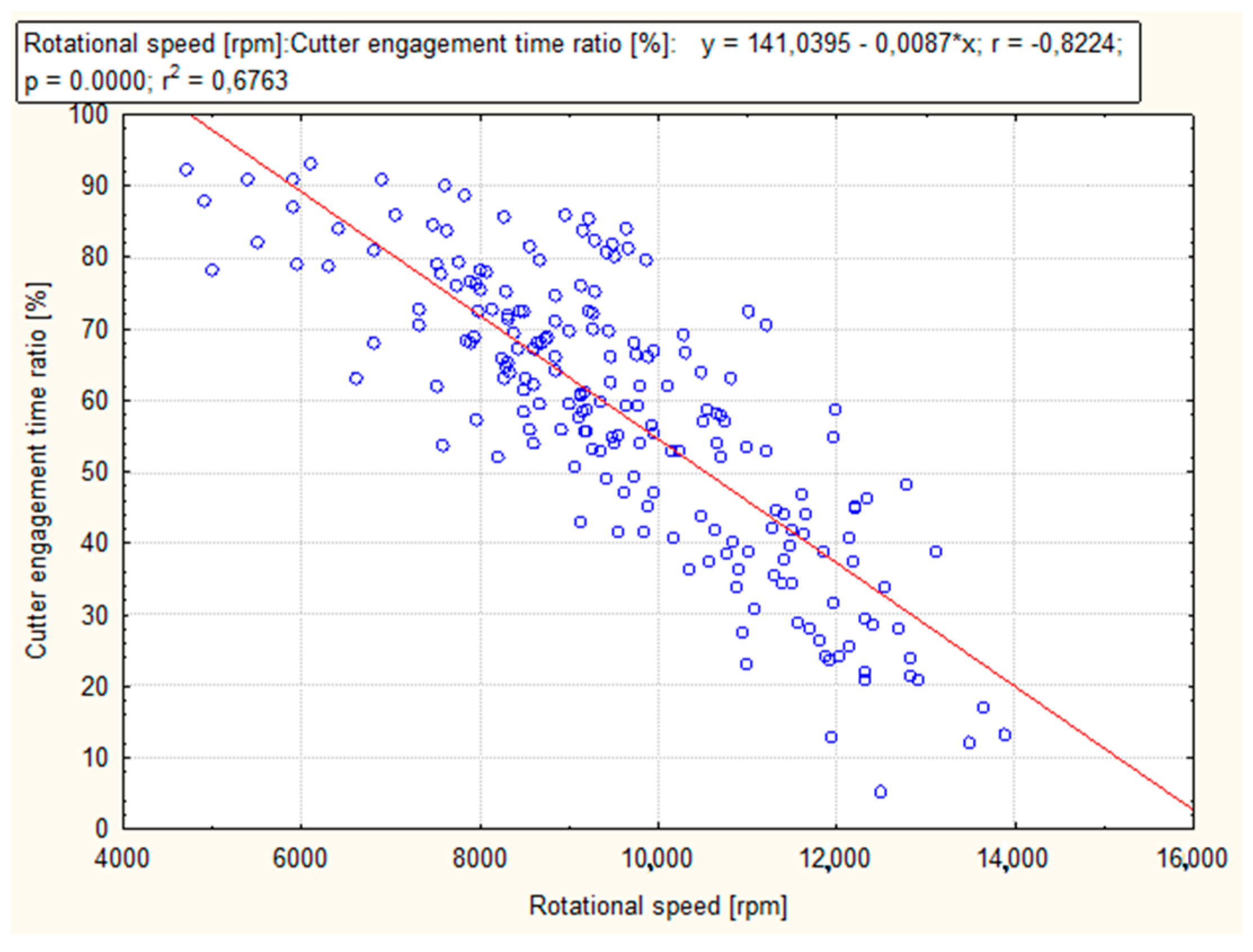
Figure 10 shows the relationship between the cutter engagement time ratio and the rotational speed of the chainsaw engine.
An increase in the rotational speed of the engine and the related increase in chain speed adversely affected the cutter engagement time ratio, which in the presented experiments ranged from 6% to 92%. This indicates that in the worst case scenario the cutters actively removed material from the kerf only for 6% of the overall sawing time.
The relationship between the cutter engagement time ratio τ and the rotational speed of the engine can be described by the following equation:
The high regression coefficient, amounting to 0.82, indicates a significant correlation between the two parameters.
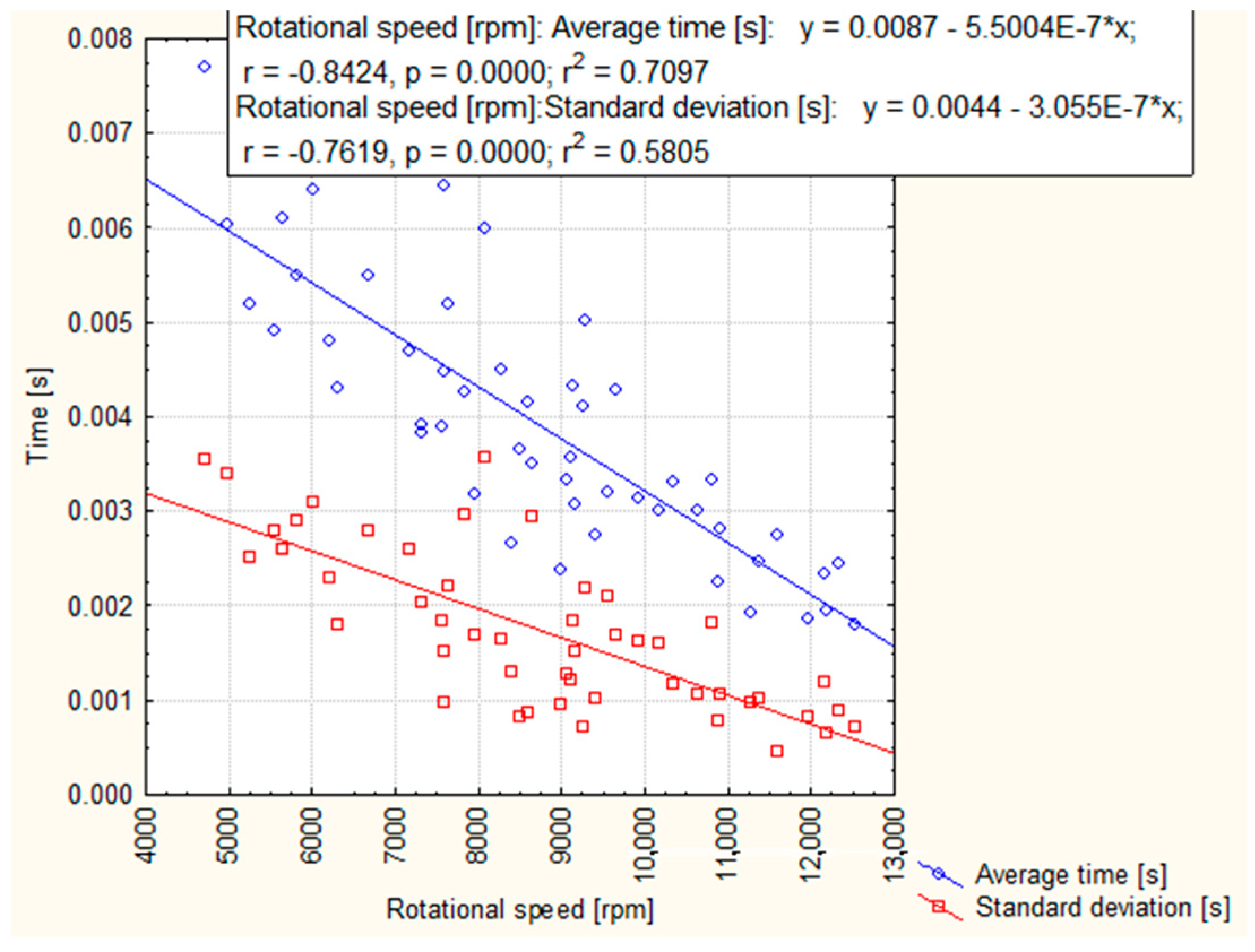
Statistical analysis revealed that the higher the rotational speed of the engine, the shorter the average cutting force impulse time and the lower the variability in the duration of force impulses, which is reflected in the decrease of standard deviation with rotational speed. Figure 11 shows the relationship of the average cutting force impulse time and its standard deviation with the rotational speed of the engine. At a low rotational speed of 5000 rpm the average individual cutter engagement time was 0.006 s, while at 10,000 rpm it decreased to 0.003 s.
The rotational speed of the chainsaw engine decreased at it produced increasingly higher cutting force, which rose with feed force. In other words, in can be concluded that lower engine speeds are caused by higher feed forces applied by the operator.
Statistical analysis showed that the cutter engagement time ratio τ increased linearly with feed force , in a statistically significant manner. For the studied chainsaw the relationship between the two parameters can expressed by the following equation:
Again, the high determination coefficient value (0.84) confirms that the correlation between the two variables is significant.
4. Discussion
Most of the existing studies on chainsaw cutting assumed that the cutting process was continuous, but the presented experiments have not shown that to be true. Indeed, the current results indicate that the process is discontinuous. Researchers investigating the efficiency of chainsaw operations [12,19,21,27], who reported that the cutting rate increased with feed force, attributed that finding to greater thickness of the shavings (chips) produced. However, the present study indicates that this may also be partially explained by the fact that increasing feed force leads to a longer active cutting time.
The present results show that a higher rotational speed of the chainsaw engine ω (and the related higher saw chain speed) adversely affects cutting continuity expressed as the cutter engagement time ratio τ. On the other hand, the study does not corroborate reports that the number of teeth on the drive sprocket or annual ring characteristics affect cutting discontinuity [17]. It has been found that discontinuity increases with the rotational speed of the chainsaw engine.
This phenomenon may be caused by the increasing variability in the instantaneous rotational speed of chainsaw engines with increasing average rotational speed as reported by Gendek [15], who defined this factor in terms of differences in the maximum and minimum rotational speed relative to the average rotational speed. According to Wajand and Wajand [32], increasing variability in engine instantaneous rotational speed adversely affects the durability of mechanical elements and causes vibrations during operation. In his study of electric chainsaws, Górski [24] found that the assumption about cutting continuity is true only for small kerf heights, up to 40 mm with greater kerf heights giving rise to dynamic phenomena hindering the cutting process. Górski concluded that cutting discontinuity is attributable to the self-oscillation of the chainsaw caused by the unfavorable arrangement of the main rigidity axes in the mass-elastic-dampening system formed by an operator holding a chainsaw. The frequency of this oscillation remains within the range of the free vibrations of the human upper limbs. Thus, a study of cutting continuity in which a chainsaw would be held by a human operator could produce divergent results depending on the operator, his posture, and fatigue.
It has been reported that operators typically exert a feed force of 110–160 N during normal work to ensure optimum cutting efficiency [33]. In the experiments described in the study this corresponds to the upper range of the applied feed force, which was characterized by the lowest cutting discontinuity. Indeed, low discontinuity may be one of the reasons why cutting performance is maximized at high feed force values. Obviously, under such circumstances another factor contributing to cutting efficiency is the fact of removing thicker wood shavings [31].
The presented tests were carried out on an experimental stand in which the chainsaw was immobilized. Therefore, the obtained results cannot be directly extrapolated to real-life conditions as the vibration characteristics of the experimental setup differ from those of the chainsaw-operator system. It should be remembered, that the described measurements could not be reliably performed and compared for the chainsaw-operator system, which has a very complex dynamic structure and is non-linear, stochastic, and non-stationary, with parameters changing over time. Indeed, there is a consensus among researchers [25,26], that the frequency of free vibrations of the chainsaw-operator system depends on the individual physical characteristics of the operator, work posture, fatigue, and so on. (which means that it will vary over time even for an individual operator).
5. Conclusions
In all wood cutting tests with a chainsaw the cutting process was discontinuous. The ratio of active cutting time to overall chainsaw operation time ranged from 6% to 92% and increased with feed force, which in turn decreased the rotational speed of the chainsaw engine.
The positive correlation between feed force and the cutting rate (efficiency) observed by other researchers may be explained by the fact that an increase in feed force decreases cutting discontinuity and increases active cutting time (during which the cutters actually engage with the wood). Conversely, the lower the feed force the higher the idle time, when the cutters are disengaged from the material. This is a new finding as previous research indicated that the only way in which higher feed force values improve the cutting rate is by increasing the thickness of the wood shavings being removed.
Author Contributions
Concept and research idea, A.M. and T.M.; Bibliography, A.M., M.K., and T.M.; Methodology, A.M. and M.K.; Measurements at the cutting stand, A.M. and M.K.; Compilation of data, preparation of results, and statistical elaboration, A.M., M.K. and T.M.; Writing—original draft preparation, review and editing A.M. and T.M.
Funding
This research received no external funding.
Conflicts of Interest
The authors declare no conflict of interest
References
- Moskalik, T.; Borz, S.A.; Dvořák, J.; Ferencik, M.; Glushkov, S.; Muiste, P.; Lazdiņš, A.; Styranivsky, O. Timber Harvesting Methods in Eastern European Countries: A Review. Croat. J. For. Eng. 2017, 38, 231–241. [Google Scholar]
- Spinelli, R.; Magagnotti, N.; Nati, C. Options for the mechanized processing of hardwood trees forests. Int. J. For. Eng. 2009, 20, 39–44. [Google Scholar] [CrossRef]
- Montorselli, N.B.; Lombardin, C.; Magagnotti, N.; Marchi, E.; Neri, F.; Picchi, G.; Spinelli, R. Relating safety, productivity and company type for motor-manual logging operations in the Italian Alps. Accid. Anal. Prev. 2010, 42, 2013–2017. [Google Scholar] [CrossRef] [PubMed]
- Vusić, D.; Šušnjar, M.; Marchi, E.; Spina, R.; Zečić, Ž.; Picchio, R. Skidding operations in thinning and shelterwood cut of mixed stands—Work productivity, energy inputs and emissions. Ecol. Eng. 2013, 61, 216–223. [Google Scholar] [CrossRef]
- Karjalainen, T.; Zimmer, B.; Berg, S.; Welling, J.; Schwaiger, H.; Finér, L.; Cortijo, P. Energy, Carbon and other Material Flows in the Life Cycle Assessment in Forestry and Forest Products; European Forest Institute: Joensuu, Finland, 2001; p. 68. ISBN 952-9844-92-1. [Google Scholar]
- Lindroos, O.; Burström, L. Accident rates and types among self-employed private forest owners. Accid. Anal. Prev. 2010, 42, 1729–1735. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Poje, A.; Potočnik, I.; Košir, B.; Krč, J. Cutting patterns as a predictor of the odds of accident among professional fellers. Saf. Sci. 2016, 89, 158–166. [Google Scholar] [CrossRef]
- Melemez, K.; Tunay, M. Determining physical workload of chainsaw operators working in forest harvesting. Technology 2010, 13, 237–243. [Google Scholar]
- Parker, R.J.; Bentley, T.A.; Ashby, L.J. Human factors testing in forest industry. In Handbook of Human Factors Testing and Evaluation, 2nd ed.; Charlton, S.G., O’Brien, T.G., Eds.; Lawrence Erlbaum Associates: Mahwah, NJ, USA, 2008; pp. 319–340. ISBN 0-8058-3290-4. [Google Scholar]
- Eroglu, H.; Yilmaz, R.; Kayacan, Y. A Study on Determining the Physical Workload of the Forest Harvesting and Nursery-Afforestation Workers. Anthropologist 2015, 21, 168–181. [Google Scholar] [CrossRef]
- Minetti, L.J.; de Souza, A.P.; Machado, C.C.; Fiedler, N.C.; Baêta, F.d.C. Evaluation of noise and vibration effects of forest cutting on chainsaw operators. Rev. Árvore 1998, 22, 325–330. [Google Scholar]
- Fonseca, A.; Aghazadeh, F.; de Hoop, C.; Ikuma, L.; Al-Qaisi, S. Effect of noise emitted by forestry equipment on workers’ hearing capacity. Int. J. Ind. Ergon. 2015, 46, 105–112. [Google Scholar] [CrossRef]
- Rottensteiner, C.; Tsioras, P.; Stampfer, K. Wood density impact on hand-arm vibration. Croat. J. For. Eng. 2012, 33, 303–331. [Google Scholar]
- Marenče, J.; Mihelič, M.; Poje, A. Influence of Chain Filing, Tree Species and Chain Type on Cross Cutting Efficiency and Health Risk. Forests 2017, 8, 464. [Google Scholar] [CrossRef]
- Gendek, A. The Influence of Clutch Parameters on the Wood Cutting Efficiency with a Chainsaw. Ph.D Thesis, Warsaw University of Life Sciences-SGGW, Warsaw, Poland, July 2005. (In Polish). [Google Scholar]
- Więsik, J. The load of clutch of portable chain saw driven by internal combustion engine. Przeg. Tech. Roln. Lesn. 2007, 2, 16–19. (In Polish) [Google Scholar]
- Kaczmarek, J. The Basics of Turning, Abrasive, and Erosive Machining; WNT: Warsaw, Poland, 1971; p. 848. ISBN 83-7365-029-6. (In Polish) [Google Scholar]
- Kuvik, T.; Krilek, J.; Kováč, J.; Štefánek, M.; Dvořák, J. Impact of the selected factors on the cutting force when using a chainsaw. Wood Res. 2017, 62, 807–814. [Google Scholar]
- Otto, A.; Parmigiani, J. Saw chain cutting. BioResources 2015, 10, 7273–7291. [Google Scholar]
- Douda, V. Mechanizačníprostředkylesnické a Jejichpoužití; Státní zemědělské nakladatelství: Prague, Czechoslovakia, 1974; p. 596. ISBN I-04037/74. [Google Scholar]
- Maciak, A. Influence of Construction Parameters of Chain Saw Cutters on Wood Cutting Efficiency. Ph.D. Thesis, Warsaw University of Life Sciences-SGGW, Warsaw, Poland, November 2001. (In Polish). [Google Scholar]
- Obliwin, W.N.; Sokolow, A.M.; Liejtas, M. Ergonomics in the Forest Supply Industry; Izdatielstwo Liesnaja Promyszliennost: Moscow, Russia, 1988; p. 224. ISBN 5-7120-0019-9. (In Russian) [Google Scholar]
- Reynolds, D.D.; Soedel, W. Analytical vibration analysis of non–isolated Chain saws. J. Sound Vib. 1976, 44, 513–523. [Google Scholar] [CrossRef]
- Górski, J. Wood Cutting by Means of Electric Chain Saw; Wydawnictwo SGGW: Warsaw, Poland, 2001; p. 114. ISBN 83-7244-205-3. (In Polish) [Google Scholar]
- Engel, Z. Protection of the Environment against Vibrations and Noise, 2nd ed; Wydawnictwa Naukowe PWN: Warsaw, Poland, 2001; p. 490. ISBN 83-01-13537-9. (In Polish) [Google Scholar]
- Cieślikowski, B. Vibration Processes in the Diagnostics of Agricultural Machinery; Polskie Towarzystwo Inżynierii Rolniczej: Kraków, Poland, 2007; p. 150. ISBN 83-917053-5-8. (In Polish) [Google Scholar]
- Więsik, J. Energy of cutting of wood with a chainsaw. Roczniki Nauk Rolniczych 1990, 79, 144–156. (In Polish) [Google Scholar]
- Wyeth, D.J.; Goli, G.; Atkins, A.G. Fracture toughness, chip types and the mechanics of cutting wood. A review. Holzforschung 2009, 63, 168–180. [Google Scholar] [CrossRef]
- Esam Traveller Plus. Data Acquisition System. Technical Manual; Vishay Measurements Group: Heilbronn, Germany, 2005. [Google Scholar]
- Kubiak, M.; Laurow, Z. Wodden Raw Material; Fundacja “Rozwój SGGW”: Warsaw, Poland, 1994; p. 493. ISBN 83-86241-33-0. (In Polish) [Google Scholar]
- Orlicz, T. Woodworking with Cutting Tools; Wydawnictwo SGGW: Warsaw, Poland, 1988; p. 504. ISBN 83-00-02116-7. (In Polish) [Google Scholar]
- Wajand, J.A.; Wajand, J.T. Mid-Speed and High-Speed Piston Engines; Wydawnictwa Naukowo—Techniczne: Warsaw, Poland, 1993; p. 663. ISBN 83-204-1446-6. (In Polish) [Google Scholar]
- Maciak, A. The Measurements of Variability of Feed Force during Cross Cutting of Pine Wood. Technika Rolnicza, Ogrodnicza i Leśna 2010, 5, 15–17. (In Polish) [Google Scholar]
Figure 1.
Scheme of experimental stand for measuring chainsaw cutting parameters (1—cutting force sensor, 2—feed force sensor, 3—sensor measuring crankshaft rotational speed, 4—sensor measuring clutch drum rotational speed, 5—computer, 6—measurement amplifier, 7—chainsaw, 8—wood sample, 9—vise, 10—guide rollers, 11—slider, 12—base, 13—weight, 14—detachable sensor measuring static feed force, 15—guide bar temperature sensor).
Figure 1.
Scheme of experimental stand for measuring chainsaw cutting parameters (1—cutting force sensor, 2—feed force sensor, 3—sensor measuring crankshaft rotational speed, 4—sensor measuring clutch drum rotational speed, 5—computer, 6—measurement amplifier, 7—chainsaw, 8—wood sample, 9—vise, 10—guide rollers, 11—slider, 12—base, 13—weight, 14—detachable sensor measuring static feed force, 15—guide bar temperature sensor).

Figure 2.
Real view of experimental stand for measuring chainsaw cutting parameters ((a)—general view, cutting force sensor, (b)—sensor measuring crankshaft and clutch drum rotational speed, (c)—feed force sensor, 1—base, 2—chainsaw, 3—wood sample, 4—weight).
Figure 2.
Real view of experimental stand for measuring chainsaw cutting parameters ((a)—general view, cutting force sensor, (b)—sensor measuring crankshaft and clutch drum rotational speed, (c)—feed force sensor, 1—base, 2—chainsaw, 3—wood sample, 4—weight).

Figure 3.
Diagram showing cutting force variability (1) as well as the rotational speed of the engine (2) and clutch drum (3) during wood cutting.
Figure 3.
Diagram showing cutting force variability (1) as well as the rotational speed of the engine (2) and clutch drum (3) during wood cutting.

Figure 4.
Cutting force plot with a duration of 0.036 s: ti—individual cutter engagement time.

Figure 5.
Cutting force variability at a feed force of 51 N.

Figure 6.
Cutting force variability at a feed force of 81 N.

Figure 7.
Cutting force variability at a feed force of 89 N (a) and the frequency structure of the cutting force signal (b): 1—frequency corresponding to the rotational speed of the engine.
Figure 7.
Cutting force variability at a feed force of 89 N (a) and the frequency structure of the cutting force signal (b): 1—frequency corresponding to the rotational speed of the engine.

Figure 8.
Cutting force variability at a feed force of 118 N.

Figure 9.
The course of the process of wood cutting with a saw chain: hmax—maximum chip thickness, l1—distance covered by cutter inside the wood, l2—distance covered by cutter outside the wood.
Figure 9.
The course of the process of wood cutting with a saw chain: hmax—maximum chip thickness, l1—distance covered by cutter inside the wood, l2—distance covered by cutter outside the wood.

Figure 10.
Relationship between the cutter engagement time ratio and the rotational speed of the chainsaw engine.
Figure 10.
Relationship between the cutter engagement time ratio and the rotational speed of the chainsaw engine.

Figure 11.
Relationship of the average cutter engagement time and its standard deviation with the rotational speed of the chainsaw engine.
Figure 11.
Relationship of the average cutter engagement time and its standard deviation with the rotational speed of the chainsaw engine.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Mean values and standard deviations of the measured parameters.
| Parameter | Mean | SD |
|---|---|---|
| Force impulse duration [s] | 0.0042 | 0.0018 |
| Distance [m] | 0.081 | 0.036 |
| Cutter engagement time ratio [%] | 63.43 | 15.42 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Maciak, A.; Kubuśka, M.; Moskalik, T. Instantaneous Cutting Force Variability in Chainsaws. Forests 2018, 9, 660. https://doi.org/10.3390/f9100660
AMA Style
Maciak A, Kubuśka M, Moskalik T. Instantaneous Cutting Force Variability in Chainsaws. Forests. 2018; 9(10):660. https://doi.org/10.3390/f9100660
Chicago/Turabian StyleMaciak, Adam, Magda Kubuśka, and Tadeusz Moskalik. 2018. "Instantaneous Cutting Force Variability in Chainsaws" Forests 9, no. 10: 660. https://doi.org/10.3390/f9100660
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.